
For industry
A pyrolysis unit behind your own residues
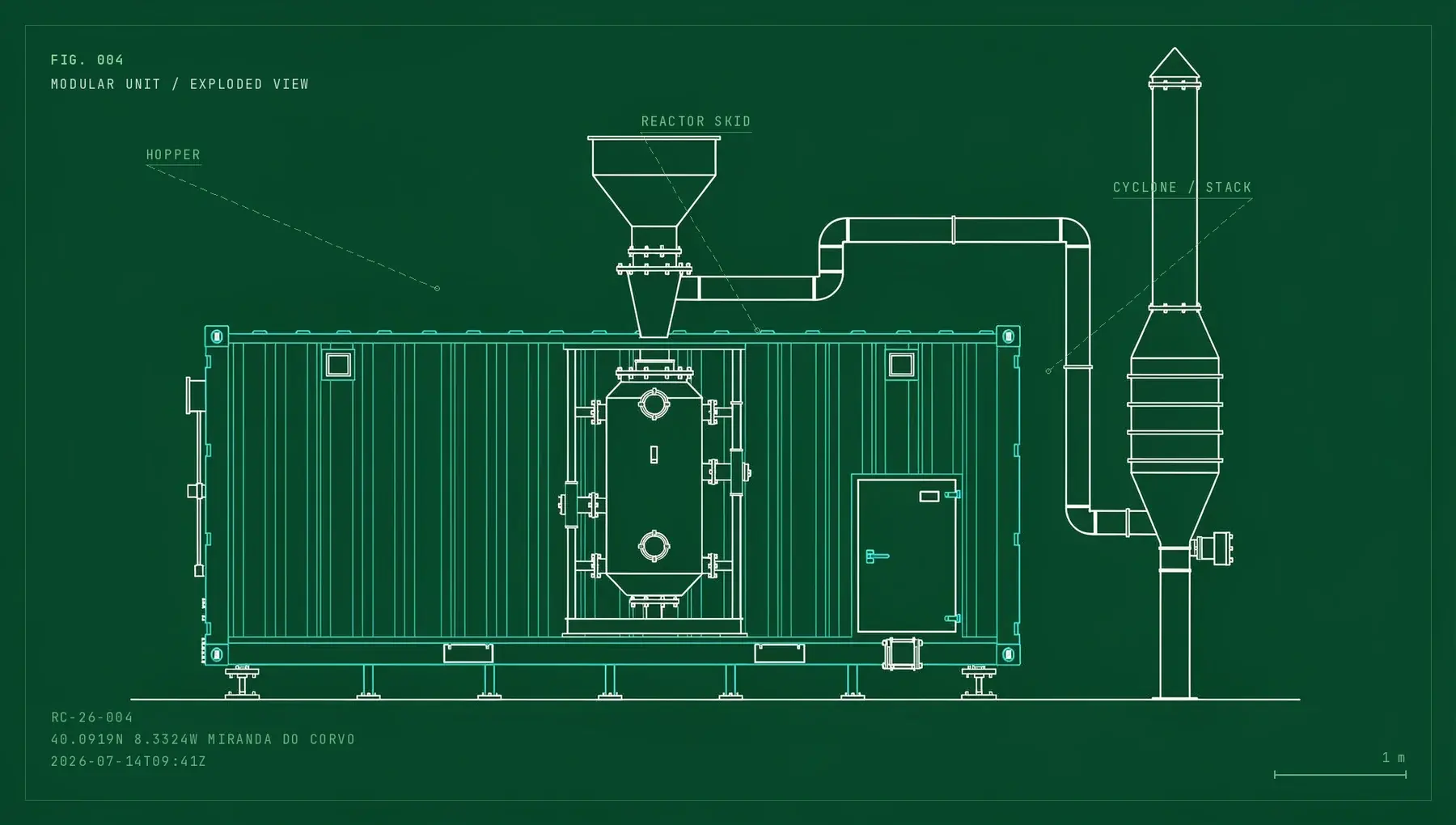
Residual biomass costs you money to move and dispose of. A small pyrolysis unit at your site turns it into biochar, process heat and a durable carbon removal that stays in your footprint. We engineer the unit — you keep the value.
Size it against your own residue below — honestly, including the streams where the numbers are worse than a brochure would have you believe.
Who it's for
Industries that live with residue
Olive oil mills
Prunings and stones pyrolyse beautifully — dry, lignin-rich, among the best-suited residues in Iberia. Pomace is the harder, more valuable problem: wet, acidic and expensive to send away, and the case there is residue treatment and carbon rather than energy.
Wineries & vineyards
Grape marc, stalks and vine prunings. Seasonal but predictable — and the biochar returns to the vineyard soils it came from. Vine wood carries copper from decades of fungicide, so we test it before any soil claim.
Nuts, rice & cork
Almond and other nut shells are the strongest technical fit on this list: dry, uniform, high-carbon. Rice husk gives high tonnage but modest carbon — nearly half of it is silica. Cork is a Portuguese opportunity we would rather characterise than promise.
Tomato & wet agro-food
Tomato pomace, brewery and fruit-processing streams arrive mostly as water, so the unit's recovered heat goes into drying them rather than into your process. They can still work — usually blended with a drier stream — and we assess them case by case.
Other sectors with dry, uncontaminated biomass residues — sawmills, landscape management, food processing — are welcome to ask. Clean woody material pyrolyses best; we will tell you honestly what your stream supports.
Size your unit
What your residue would actually do
Pick your stream and set the volume. The numbers below are design estimates, and they are the conservative ones — we would rather you find the ceiling in a conversation than find the floor after signing.
As received — wet tonnes, as they leave your process. We assume 25% moisture for olive prunings and work from the dry matter; the assessment measures yours.
Indicative, per year
- Biochar produced
- 380–450 t
- Durable CO₂ removed
- 750–1,080 tCO₂e
- Recoverable heat
- 1,080–1,830 MWh
- Residue diverted from disposal
- ~1,590 t
200+ year durability, net of lifecycle
Usable as process heat, hot water or steam
Mass in, minus biochar out — the hardest number on this panel
Indicative design estimates — not a guarantee, and not a quote. Actual output depends on your feedstock's measured carbon content, moisture and contaminant profile, and on a site survey. Based on the Puro.earth Biochar Methodology (Ed. 2025) and the EBC C-sink rules, using a 200-year persistence fraction of 0.80 — representative of Portuguese soil temperatures, and materially below the figure Nordic producers can claim.
How it works
From residue audit to certified removal
01
Assess
We audit your residue — type, volumes, moisture, seasonality — and tell you plainly whether a unit makes sense. If it does not, we say so.
02
Engineer
A unit sized to your stream, with heat recovery matched to your process. You buy the unit, or we build, own and operate it at your site.
03
Install & run
Commissioning, training and operating support — or full operation by us, depending on the model you choose.
04
Certify & count
The unit arrives credit-ready: feedstock records, batch data and laboratory analysis flow through our dMRV, so the removal can be certified and counted.
Two ways to own it
Buy the unit, or buy the outcome
Equipment supply
You own the unit
We design, deliver and commission a unit sized to your residue stream, train your team, and stay on for support. Capital investment is yours — and so is everything the unit produces.
Your capex · your operation · full upside
Build-Own-Operate Agreement
We run it at your site
No capital outlay: we finance, build, own and operate the unit inside your operation, and you pay per tonne of residue processed. The biochar, the recovered heat and the removal are still yours — you are buying the infrastructure and the people who run it, not selling us your carbon.
No capex · per-tonne fee · you keep the outputs
Which model fits depends on your volumes and capital appetite — the assessment covers both, and under either one the outputs are yours. Keeping the removal inside your value chain is insetting, explained in plain terms on the models page.
The cost of doing nothing
Sending it away only gets dearer
Portugal's waste tax stood at 35 € a tonne in 2025 and is legislated to reach 60 € by 2030. Every year, treating your residue as something to get rid of costs more — on a schedule already written into law.
It is not waste. It is residual feedstock, and it is worth something: a unit on your site removes 75–90% of the mass you have to move, and turns what is left into biochar, heat and a carbon removal in your own name.
The arithmetic that does not move
75–90%
of the residue mass you currently move, store or pay to dispose of — gone, because it left as carbon and heat instead of on a lorry.
What you get
Four returns from one residue stream
residue
- BiocharA quarter of the dry matter
- Quality-tested carbon for your soils, your growers, or the market.
- Process heatFrom dry streams
- Hot water, steam or drying heat. Wet streams spend it drying themselves.
- Durable removal200+ years
- Certified carbon in your own footprint — or credits you sell.
- Mass gone75–90%
- Residue you no longer move, store or pay to send away.
The rest leaves as water vapour and gas — which is where the heat comes from. Set your own stream against these in the estimator above.
The difference
A unit that arrives credit-ready
Anyone can sell you a reactor. The hard part is proving the removal: feedstock records, batch data, accredited laboratory analysis and an evidence trail a registry will accept. Our units ship with that chain built in — the same dMRV and certification path we build our own facilities on.
Built into every unit
- Feedstock intake records — origin, mass and classification, captured digitally.
- Batch-level data and laboratory sampling, mapped to the EBC and registry methodologies.
- The removal counted in your footprint, or certified as credits — your choice, evidenced either way.
Where we stand: our first industrial facility is in build and no client units have shipped yet — engineering assessments are open now, and early clients set the queue.
FAQ
Before you ask us
The questions a mill owner asks in the first ten minutes — including the one about whether this is worth it at all.
Tell us about your residue
Type, rough tonnes per year, and where you are — the assessment starts from there, and it costs you nothing.
Request an assessment